In many industrial facilities, overpressure is used in a control cabinet to prevent contamination, moisture and harmful external influences. Consider environments with dust, vapors or temperature fluctuations where electronic components are prone to failure.
In theory, the principle is simple: through controlled airflow and slight overpressure, you prevent contaminated air from entering the cabinet. In practice, however, this frequently goes wrong. Resulting in condensation, contamination or even electronics failure.
Below are the five most common mistakes with overpressure in control cabinets and how to avoid them.
Table of Contents
What is overpressure in a control cabinet?
With positive pressure, air is actively introduced into the control cabinet so that the internal pressure is slightly higher than the surrounding environment. This prevents contaminated or moist air from leaking in through seams, cable penetrations or other openings.
This is usually accomplished with fans or compressed air, combined with filtration and controlled air supply. Effectiveness depends greatly on the enclosure, the seal and the way airflow is directed through the enclosure.
Important to understand: positive pressure is not a cooling system per se. Its primary purpose is to protect against outside influences. Cooling can be a side effect, but is rarely the main goal.
OPEN CALCULATION
OFFER IN 5 DAYS
SUSTAINABLE INNOVATIONS
UL/CSA
IN HOUSE
Error 1: Inadequate sealing of the cabinet
One of the most fundamental mistakes is to apply overpressure in a control cabinet that is not properly sealed.
In practice, you often see:
- poor cable entries
- damaged gaskets
- unsealed mounting openings
- Enclosures not suitable for the application
If leakage occurs, the built-up pressure disappears immediately. This allows contaminated air to still enter the cabinet, often exactly where you don’t want it.
The result:
- dust and moisture in the closet
- contamination of relays and electronics
- increased chance of malfunctions or short circuits
The solution starts with the basics: a properly designed and appropriate enclosure with the correct IP rating, correct mounting and controlled penetrations. Overpressure only works if the system as a whole is closed and controlled.
Error 2: Improper ventilation or airflow
Overpressure is not just about “blowing air in,” but mainly about how that air moves through the cabinet.
Common mistakes:
- fans that are incorrectly positioned
- dead zones without air circulation
- components that block airflow
- wrong choice between axial and centrifugal fans
This creates a situation where parts of the cabinet are protected, but other areas become contaminated or inadequately cooled.
The result:
- local hotspots
- accumulation of moisture or contamination
- uneven loading of components
Good design takes into account:
- air intake and exhaust
- routing along critical components
- filtering of incoming air
- the actual heat generation in the cabinet
Overpressure without controlled airflow is hardly effective in practice.
Mistake 3: Not taking condensation into account
Condensation is one of the most underestimated problems in switchgear cabinets.
It occurs when warm, moist air comes into contact with colder surfaces in the cabinet. This happens, for example, during temperature fluctuations between day and night, or when systems shut down.
Typical causes:
- temperature differences between inside and outside
- moist air being drawn in
- inadequate monitoring of moisture and temperature
The result:
- water droplets on PCBs and electronic components
- accelerated corrosion
- malfunctions that are difficult to trace
Overpressure does not automatically prevent condensation. In some cases, the problem may even worsen if moist air is actively introduced into the cabinet.
Therefore, it is important to:
- include moisture loads in the design
- Apply hygrostats or sensors
- possibly take additional measures such as heating or controlled ventilation
Contact our experienced innovator
Cees Brasser
With more than 26 years of experience at the helm of Kwadrant IA, Cees Brasser is your expert on panel construction for the mechanical engineering sector. Discover how his knowledge and insight can take your project to new heights. Get in touch now!
Error 4: Apply overpressure where a purge system is needed
This is a crucial error, especially in explosion hazard (ATEX) environments.
In such situations, standard overpressure is often not enough. Here, a certified Ex p (purge) system is required, which complies with European directives such as ATEX 114 and its standards.
The difference is essential:
- overpressure protects against contamination
- a purge system makes a non-explosion-proof cabinet suitable for use in explosive environments
Applying the wrong system can lead to:
- unsafe situations
- non-compliance with regulations
- shutdown of facilities
In these cases, always consider:
- zone classification (e.g., zone 1 or 2)
- type of process and risks
- required certification and monitoring
Find out more on our page on overpressure and purge systems for switchgear cabinets.
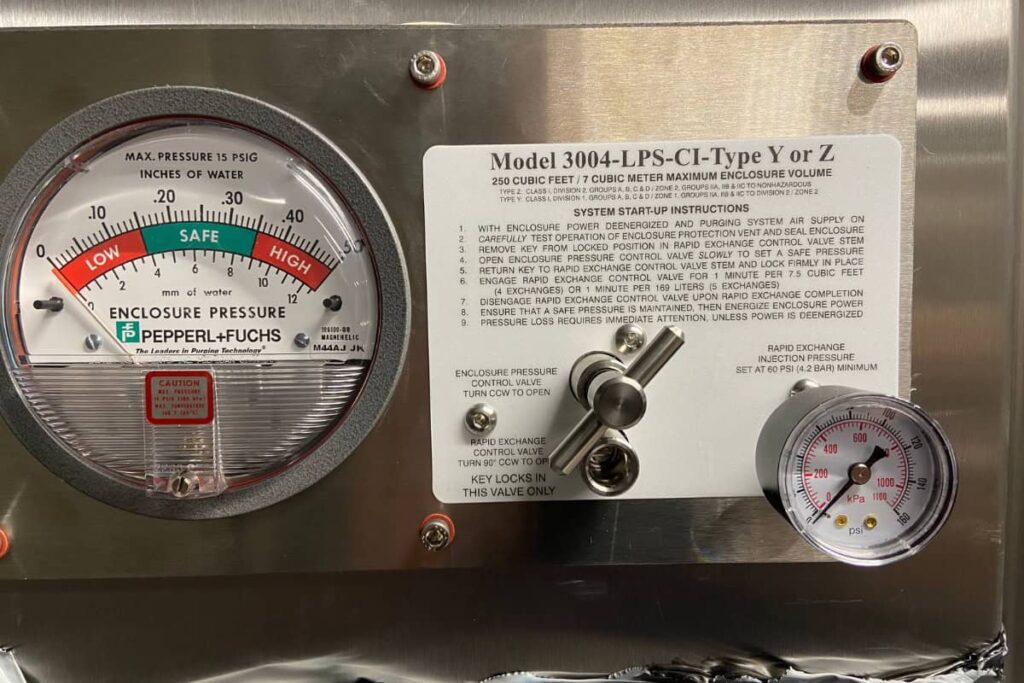
Error 5: No monitoring or detection of the system
An overpressure system without monitoring is basically a black box.
In practice, systems are often installed without:
- pressure measurement
- error detection
- signaling when fans or filters fail
This allows a system to fail unnoticed, while ostensibly keeping the system running.
The result:
- loss of protection without anyone noticing
- increased risk of contamination or damage
- malfunctions that do not become apparent until it is too late
A good system contains at a minimum:
- pressure monitoring
- signaling in case of deviations
- Link with plant control or monitoring
Especially in critical processes, this is not a luxury, but a necessity.
When do you choose overpressure and when don’t you?
Overpressure is an effective solution in many industrial applications, especially in:
- dust load
- contaminated production environments
- installations where light protection is sufficient
But it is not always the right choice.
At:
- explosive environments
- high moisture load
- critical installations with strict standards
often requires another solution, such as a purge system or a combination with active cooling.
The right choice always depends on the specific business situation, location and risk analysis.
Conclusion
Overpressure in switchgear cabinets seems simple, but in practice it often goes wrong due to design choices that are insufficiently thought through.
Most common mistakes:
- inadequate sealing
- wrong airflow
- underestimation of condensation
- incorrect application in ATEX environments
- lack of monitoring
By including these factors in the design and engineering from the beginning, you avoid many problems in the implementation phase and during operation.
Are you unsure whether overpressure is the right solution in your situation, or whether a purge system is necessary? If so, it is wise to have this technically assessed early in the process.


